Кузнечный инструмент и оборудование
В современных условиях ковку ведут вручную или на машинах: молотах с массой падающих частей от 1 до 5000 кг и ковочно-гидравлических прессах с усилием от 2 до 200 Мн (200—20 000 тс). Заготовки деформируются непосредственно верхним бойком штампа или простейшими приспособлениями, кузнечным инструментом.
В процессе ковки используются кузнечные инструменты -
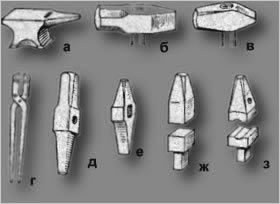
инструменты, применяемые при ручной и машинной ковке. Кузнечные инструменты служат для перемещения, захвата, поддержания, измерения заготовок в процессе кузнечно-штамповочных работ. Ручную ковку ведут на наковальне (рис. 1). Молотобоец наносит удары кувалдой. Кузнец манипулирует поковкой, держа её в клещах, указывая молотобойцу место удара ручником, которым также наносит лёгкие удары. Для пробивки отверстий пользуются бородками, для разрубки материала — зубилом, при отделке поковок применяют подбойники и обжимки.
Основные способы деформирования ковкого железа
Основным способом деформирования ковкого железа является ковка. Удары кувалды или молота сообщают материалу необходимую форму, при этом ковать можно лишь пластичные металлы и сплавы и, как правило, в нагретом состоянии. Различают свободную ковку, при которой форму изделию сообщают различно осуществляемыми ударами, и ковку в штампах, где нужную форму получают вдавливанием материалов в металлическую форму, называемую штампом. В зависимости от способа работы ковка может быть ручной или машинной. Мелкие изделия кузнец изготовляет вручную на наковальне, а для обработки более крупных заготовок применяет молот. Раньше эту работу выполняли два или более кузнецов вместе. Старший кузнец держал заготовку и ручником показывал направление ковки. В настоящее время крупные заготовки, как было указано, обрабатывают на молоте. Молот состоит из станины, бабы, шабота, подушки и бойков. Шабот установлен на собственном фундаменте, отдельном от фундамента станины для того, чтобы от шабота не передавались сотрясения. Масса шабота, изготовленного из серого чугуна, в 25 раз превосходит массу бабы, это соотношение приблизительно равно отношению массы падающих частей молота к массе заготовки. Назначение шабота - амортизировать удары молота. В верхней части шабота находится подушка. В бабе и подушке имеются пазы, в которых крепятся стальные бойки. В зависимости от типа привода молоты бывают пружинные, паровые и пневматические. Наибольшее распространение в практике художественной ковки получили пружинные молоты фирмы "Аякс". Некоторые кузнецы умеют удерживать в процессе работы расстояние между бойками с невероятной точностью.
Большая часть работы в художественной ковке и слесарном деле выполняется вручную; металлу сообщают нужную форму последовательными ударами ручника или кувалды, наносимыми по деформируемому материалу. Ручная ковка - работа очень тяжелая, кропотливая, требующая сноровки. Прежде чем перейти к рассмотрению собственно художественной ковки, следует сообщить некоторые сведения об основах ковки вообще, т.е. о кузнечной азбуке.
Нагрев
Материал для ковки нагревают в горне, который в настоящее время оборудуют электрическим вентилятором, нагнетающим в горн необходимое количество воздуха. Горн отапливают кузнечным углем или мелким коксом. Огонь следует постоянно поддерживать чистым, пламя не должно быть длинным, чтобы самый большой жар был внутри его. С этой целью время от времени пламя сверху поливают водой из жестяной лейки. Золу, которая образуется на дне горна, не раскалывая, выгребают из горна ломиком или кочергой. Чтобы при чистке горна огонь не погас, в горн подкладывают дополнительно побольше топлива и дают ему возможность разгореться. Уголь в горн подкладывают по краям, а не сверху. Нагреваемый материал укладывают в горн под небольшой слой углей, где жар наибольший. Материал, уложенный слишком глубоко, охлаждается поступающим в горн воздухом, и нагрев здесь минимальный. Нагревать материал следует медленно, особенно крупные заготовки, с тем чтобы он достаточно прогревался. Нельзя допускать перегрева стали, особенно инструментальной во избежание образования трещин и разрушения при ковке. Если по недосмотру заготовка все-таки окажется перегретой, то перегретую часть следует отрубить. Наиболее благоприятный температурный интервал ковки 800-900°. Прочность стали при этих температурах уменьшается примерно в 20 раз, а пластичность существенно увеличивается. Ковать при меньших температурах не следует. Например, при температуре так называемого синего каления, т.е. примерно 400°С, сталь становится очень хрупкой и легко разрушается.
Температурный интервал ковки зависит от химического состава и структуры обрабатываемого металла, а также от вида операции или перехода. Для стали температурный интервал 800— 1100 °С., для алюминиевых сплавов — 420—480 °С.
Различают ковку в штампах и без применения штампов — т. н. свободную ковку. При свободной ковке (ручной и машинной) металл не ограничен совсем или ограничен с одной стороны. При ручной ковке кувалдой или молотом воздействуют непосредственно на металл или на инструмент. Свободную ковку применяют также для улучшения качества и структуры металла. При проковке металл упрочняется, завариваются т. н. несплошности и размельчаются крупные кристаллы, в результате чего структура становится мелкозернистой, приобретает волокнистое строение.
При ковке используют набор кузнечного инструмента, с помощью которого заготовкам придают требуемую форму и размеры. Основные операции ковки: осадка, высадка, протяжка, обкатка, раскатка, прошивка и другие.
Протяжка
Если кузнец работает в одиночку, то в большинстве случаев он протягивает заготовку на кромке наковальни. Нагретую заготовку он укладывает на острую кромку наковальни под углом приблизительно 45° (рис. 1, а) и ударами ручника по противоположной грани заготовки протягивает ее. Если у кузнеца есть подручный, то кузнец укладывает заготовку на плоскость наковальни, а другой рукой устанавливает на заготовку молоток для протяжки. После протяжки заготовку выравнивают с учетом требуемых размеров и формы; если же поверхность заготовки должна быть исключительно ровной, то охлаждающуюся заготовку выравнивают гладилкой.
Высадка
В некоторых случаях из более тонкой заготовки отковывают изделие, у которого на конце или на некотором ином участке должно быть утолщение, в частности, на конце должно быть утолщение сферической или иной подобной формы. Здесь необходима операция, которая называется высадкой. Если заготовка короткая, то нагревают участок необходимой для высадки длины, после чего осуществляют высадку сильными ударами кувалды (рис. 1). Если высаживаемая часть должна получаться более широкой, а ее длина сравнительно небольшой, то в этом случае заготовку надо устанавливать холодным концом на наковальню, а удары наносить непосредственно по нагретому участку. Если, наоборот, высаженную часть необходимо получить подлиннее, заготовку устанавливают на наковальню горячим концом, а удары наносят по холодному концу. Более длинные участки высаживают, укладывая заготовку поперек наковальни, чтобы за пределами наковальни находился участок, предназначенный для высадки, подручный прижимает заготовку кувалдой, помещая ее напротив кромки наковальни, а кузнец ручником осуществляет высадку.
Разновидностью высадки является изготовление металлических костылей. Из цилиндрической заготовки отковывают сначала стержень костыля квадратного профиля. Неоткованной оставляют лишь ту часть заготовки, которая необходима для получения головки костыля, лишнюю часть отрубают. Стержень вставляют в соответствующее отверстие гвоздильни и ударами ручника отковывают головку костыля.
Гибка
Имеются два вида гибки заготовок: гибка на угол и гибка по радиусу. Гибку на угол выполняют на острой кромке наковальни последовательными ударами ручника по заготовке сверху и сбоку до тех пор, пока не получится нужный угол. Если заготовка большой толщины, подручный в начале гибки прижимает ее кувалдой сверху, а кузнец ударами ручника в это время производит гибку. Завершают гибку одним ручником. Гибку по радиусу выполняют на круглом роге наковальни. Радиус гибки регулируют изменением расстояния от вершины рога.
Пробивка
Для клепки, продевания стержней и других подобных целей в обрабатываемой заготовке предварительно пробивают различные отверстия. Например, если требуется круглое отверстие, то для этого используют бородок. Заготовку укладывают на пробойную плиту, совместив ее отверстие с местом заготовки, в котором нужно пробить отверстие. После того как заготовка пробита приблизительно на половину толщины, из нее извлекают бородок, поворачивают ее обратной стороной и завершают пробивку. При художественной ковке отверстие пробивают обычно без потери материала. Вначале пробивают отверстие бородком наименьшего диаметра. Затем отверстие разгоняют цилиндрической оправкой, если же отверстие должно быть еще больше, то его расширяют бочкообразной оправкой. Если необходимо получить квадратное отверстие, то используют бородок, имеющий форму четырехгранной усеченной пирамиды. Для продевания стержней иногда требуются продольные отверстия различной длины. В этом случае используют вместо бородка зубило, которым просекают отверстие нужной длины. Последовательность операций при этом аналогична пробивке бородком. Нужную форму отверстия получают с помощью специально изготовленных оправок.
Рубка
При ковке заготовку обычно не режут, а рубят. Эта операция проста и зависит от толщины заготовки. Тонкую заготовку рубят на подсечке, которую помещают в отверстие наковальни. Если заготовка большой толщины, то дополнительно используют зубило. Заготовку укладывают на подсечку, а с другой стороны устанавливают зубило; подручный сильными ударами кувалды отрубает соответствующую часть.
Скручивание-торсирование
В былые годы очень популярным элементом украшения при композиции решеток был четырехгранный стальной стержень, скрученный в спираль. В настоящее время тоже не обходятся без этого элемента. Четырехгранные стержни толщиной до 20 мм скручивают, как правило, в холодном состоянии. Если же скручивать требуется стержни большой толщины, которые в холодном состоянии скрутить невозможно, то приходится применять нагрев, что не так просто. Неравномерно нагретый стержень приводит к неравномерному скручиванию, т.е. получается брак. Это обстоятельство является главной причиной того, что стержни небольшой толщины скручивают в холодном состоянии. Стержни большой толщины нагревают в печи, где можно гарантировать равномерность нагрева. В горне такой нагрев почти невозможен; этого могут добиться только мастера своего дела с многолетним опытом.
Скручивание стержней толщиной до 20 мм производится, как уже говорилось, в холодном состоянии. Кузнец точно отмечает участок, который должен быть скручен, и зажимает стержень по нижней риске в тисках. Потом берет трубку, которую легко надеть на четырехгранный стержень, и обрезает ее на длину участка скручивания. Трубку надевают на стержень, а сверху надевают ворот. Ворот не должен быть с одним плечом, так как стержень одновременно со скручиванием может погнуться, и если закрученная поверхность должна быть чистой, то после скручивания выровнять стержень будет непросто. Скручивание удобно выполнять двухплечим воротом, а если стержень большой толщины - то и четырехплечим. Ворот крутят до тех пор, пока не получат требуемую закрутку. На рубеже XIX и XX столетий был разработан так называемый торсировочный станок, на котором можно было скручивать без особых усилий и помощи трубки стержни толщиной до 50 мм. В наши дни этих станков уже почти нигде нет, ими иногда пользуются только в некоторых старых деревенских кузницах. Очень красиво выглядят торсированные стержни, у которых перед скручиванием вдоль всех четырех граней выдавлены глубокие бороздки. Скручивать можно и плоские стержни, когда украшение должно выглядеть более богатым. Если такой стержень закручен правильно, то он выглядит очень эффектно.
Обработка поверхности
Рассмотрим два процесса обработки поверхности - очистку и выравнивание поверхности литых или кованых изделий и отделочную чеканку мелких орнаментов вдавливанием по наружной поверхности изделий. В прошлом эта работа составляла самостоятельное ремесло, однако в наши дни она является составной частью художественной ковки и слесарного дела. Хорошее качество этой работы невозможно без знания всех особенностей техники ее выполнения, продолжительной практики и, главное, способности хорошо рисовать и лепить.
Отделка поверхности чеканкой отличается от обычной чеканки только тем, что в этом случае очень редко чеканят с обратной стороны, а, как правило, с наружной стороны и по всей поверхности; обычную чеканку после выдавливания контуров выполняют с обратной стороны листа. Вместо свинца в рассматриваемом случае используют чеканочную мастику. Ее приготовляют из двух частей бочарной смолы, одной части просеянной кирпичной крошки и ? части воска. Смолу смешивают с воском, постепенно подсыпая при этом кирпичную крошку; в результате получается кашеобразная масса. Этой смесью заливают жестяной полусферический котел, на дно которого насыпают железные обрезки для большей его устойчивости. Котел устанавливают в резиновом кольце толщиной 3 см. В таком кольце котел сидит устойчиво и может быть легко повернут любой стороной. В поверхность смолы, залитой в котел по самую кромку, вдавливают лист, предназначенный для поверхностной чеканки. Кусок листа лучше отрезать несколько больший, чем необходимо, и загнуть его края, что предотвратит сдвиги листа в сторону.
Подготовленный таким образом лист подогревают и вдавливают в размягченную смолу, которую перед этим также подогревают. После того как лист хорошо вдавят в поверхность, смоле и листу дают остыть. Затем на лист наносят узор, который необходимо отчеканить. И только после этого начинают чеканку, для которой применяют специальные инструменты - чеканы. Они подобны кузнечным бородкам, но имеют меньшие размеры - длина приблизительно 10 см, толщина 3-5 мм.
В зависимости от формы различают несколько типов инструмента для поверхностной чеканки. Это прежде всего накатники, которые имеют рабочую поверхность (дорожку), подобную тупому зубилу. Они могут быть наклонными, ровными и закругленными по краям либо целиком полукруглыми. Инструмент для зернения имеет плоскую, овальную или выпуклую рабочую поверхность, инструмент для грубого зернения может иметь на поверхности мелкие зубцы. Гладилки имеют рабочую поверхность плоскую, овальную, сердцеобразную, трехгранную и многогранную. Инструменты для волосяного зернения имеют поверхность различной формы, но, как правило, покрытую мелкими бороздками. Инструменты для бисерного зернения имеют цилиндрическую рабочую часть, а для разгонного зернения - полукруглую. Наряду с перечисленными основными инструментами используют также различные фасонные чеканы или пуансоны, на рабочей поверхности которых нанесены цифры, буквы, звездочки и т.п.
При выполнении орнамента прежде всего необходимо давильником наметить его контуры. Потом начинается собственно операция чеканки - весьма кропотливая. Когда получен орнамент требуемой глубины, изделие выправляют гладящим инструментом - давильником, и выравнивающим инструментом - гладилкой. Если орнамент сложный, то часто бывает, что материал в процессе чеканки упрочняется, и его необходимо снова отжечь. Перед началом следующего этапа работы необходимо лист очистить от окалины, чтобы при чеканке она не вдавилась в поверхность листа.
При отделочной чеканке полых объемных сосудов используют так называемый пружинный чекан, который одним концом укрепляют в тисках или неподвижно устанавливают на чурбане. Молотком наносят удары вблизи закрепленного конца. Удары молотком вызывают колебательное движение свободного конца инструмента. Этот конец имеет необходимую форму чекана и вставляется внутрь сосуда. Чеканка осуществляется изнутри по стенкам сосуда в заранее намеченных местах. Чеканка этим способом требует сноровки и много времени. Способов ее ускорить не существует.